#lean manufacturing
7 bài viết

Khóa Học Lập Kế Hoạch Sản Xuất Theo Đơn Hàng & Quản Lý Sản Xuất Tinh Gọn Lean
Khóa Học Lập Kế Hoạch Sản Xuất Chuyên Nghiệp: Làm Chủ Vận Hành Tinh Gọn Lean và Production Planning Chính Xác Trong bối ...

Nhận diện lãng phí (Muda) Thực hành cải tiến Kaizen A3 PDCA Hướng dẫn triển khai 6S (5S + Safety) tại COEPTO VIETNAM
CiCC rất tự hào được COEPTO Vietnam chọn làm đối tác chiến lược trong việc cung cấp đào tạo, tư vấn và huấn luyện về Lea...

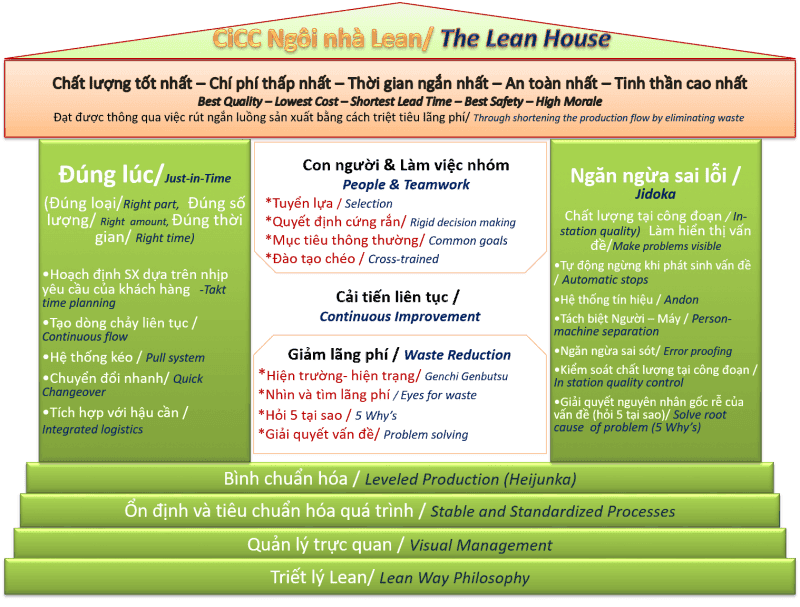
Khóa học sản xuất tinh gọn (Lean Manufacturing)
Khóa Học Sản Xuất Tinh Gọn (Lean Manufacturing) Toàn Diện – Giải Pháp Chuyển Đổi Từ CiCC Giới Thiệu: Sản Xuất Tinh Gọn (...
LEAN Lịch sử hình thành hệ phương pháp
Để hiểu hơn về tiến trình hình thành Lean chúng ta xét chi tiêt và các đặc tính của từng thời kỳ áp dụng. Vào những năm ...

Một số lãng phí chính theo Lean Manufacturing
Nguyên thủy có 7 loại lãng phí chính được xác định bởi Hệ Thống Sản Xuất Toyota (Toyota Production System). Tuy n...
Bài học từ hội thảo TOYOTA Way (Fieldbook)
“Phương thức Toyota”: Tìm hiểu bí quyết và cách thức giúp bạn đạt được những thành công xuất sắc như Toyota” Ngày ...
Bài học từ Hội thảo TOYOTA PRODUCTION SYSTEM (TPS) LEAN SIX SIGMA
Xem thêm: Tài liệu tham khảo liên quan
📚 Tiếp tục khám phá
Nâng cao kiến thức với hệ sinh thái đào tạo và ứng dụng thực tế