#bảo trì tự quản là gì 2
14 bài viết

Khóa Học Bảo Trì TPM Chuyên Sâu – Nâng Cao Hiệu Suất Máy Móc Cho Nhà Máy
Khóa học Bảo trì TPM và các trụ cột chính Bảo Trì TPM Chuyên Sâu: Giải Pháp Nâng Cao Hiệu Suất Máy Móc và Giảm Thiểu Thấ...

Tư vấn triển khai 6S TPM cho các nhà máy nhiệt điện
CiCC là đối tác tin cậy được EVNGENCO 3 lựa chọn cung cấp dịch vụ đào tạo tư vấn và huấn luyện cải tiến cho EVNGENCO 3; ...
TPM VINAMILK
Mục tiêu của TPM Total Productive Maintenance là: Tối đa hóa sự sẵn sàng của thiết bị/ chuyền/ nhà máy / công ty / tổng ...

Reliability Centered Maintenance (RCM)
CiCC là đối tác tin cậy được EVNGENCO 3 lựa chọn cung cấp dịch vụ đào tạo tư vấn và huấn luyện cải tiến cho EVNGENCO 3; ...

Công ty Gốm Sứ OHIO áp dụng triển khai Lean TPM và Six Sigma
Gốm sứ là một ngành công nghiệp lâu đời với nhiều truyền thống và kỹ thuật độc đáo. Tuy nhiên, như bất kỳ ngành công ngh...
Viglacera Tiên Sơn triển khai Lean TPM cho các nhà máy
Viglacera Tiên Sơn là một trong những công ty con thuộc Tập đoàn Viglacera – một tập đoàn lớn trong lĩnh vực sản x...

Vinasoy áp trụng triển khai Lean TPM cho các nhà máy
VINASOY là một trong những doanh nghiệp hàng đầu tại Việt Nam trong lĩnh vực sản xuất sữa đậu nành. Với mục tiêu nâng ca...

EUROTILE áp dụng triển khai TPM cho toàn nhà máy
Công ty CiCC đã tư vấn và triển khai áp dụng phương pháp quản lý TPM (Total Productive Maintenance – Bảo trì sản x...

Viglacera Thái Bình Triển Khai Cải Tiến Lean TPM
Triển khai Lean TPM (Total Productive Maintenance) là một phương pháp quản lý sản xuất hiệu quả giúp tối ưu hóa quá trìn...

YUWA Vietnam Dự án 5S Kaizen và TPM theo phong cách Nhật bản
Tư vấn 5S 6S Kaizen Lean TPM Six Sigma chuấn hóa quá trình SOP gắn kết với MBO BSC KPI OKR tiến tới tự động hóa Chuyên g...

Viettel Construction áp dụng triển khai Lean Six Sigma TPM
Chương trình tư vấn triển khai áp dụng Lean Six Sigma TPM TQM 5S 6S Kaizen BSC KPIs OKRs SCM và các công cụ cải tiến Năn...
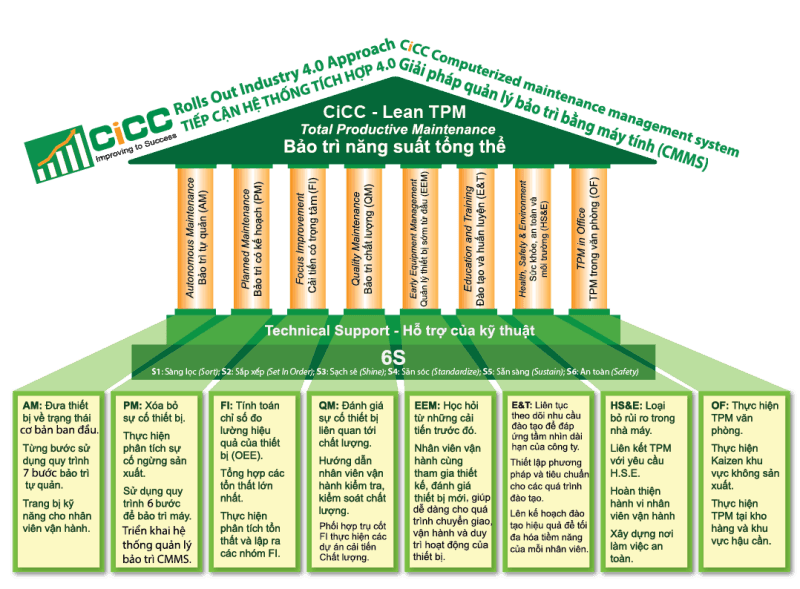
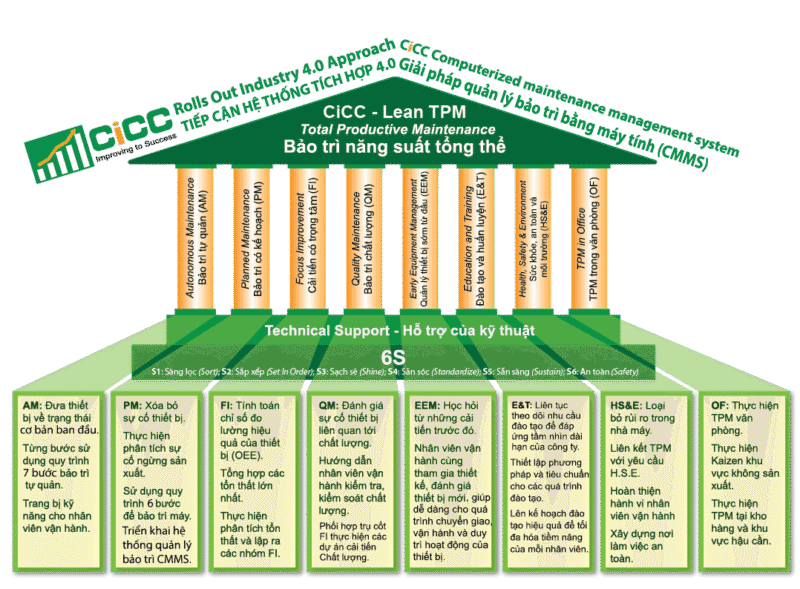
TPM là gì? 8 Trụ cột TPM trong sản xuất hiện đại
TPM là gì? Giới thiệu Bảo trì Năng suất Tổng thể TPM Trong môi trường sản xuất cạnh tranh ngày nay, doanh nghiệp cần nhữ...

Vinamilk triển khai bảo trì TPM
Mục tiêu của TPM Total Productive Maintenance là: Tối đa hóa sự sẵn sàng của thiết bị/ chuyền/ nhà máy / công ty / tổng ...
VINAMILK – Dự án Áp dụng Triển khai Lean TPM tại các nhà máy
Mục tiêu của TPM Total Productive Maintenance là: Tối đa hóa sự sẵn sàng của thiết bị/ chuyền/ nhà máy / công ty / tổng ...
📚 Tiếp tục khám phá
Nâng cao kiến thức với hệ sinh thái đào tạo và ứng dụng thực tế